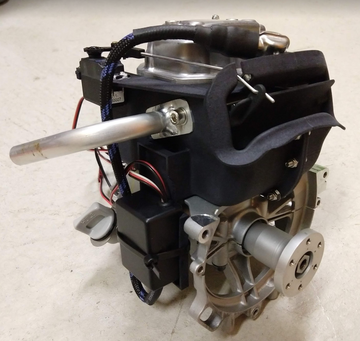
Front of propulsion unit showing the ignition, cooling shroud with cowl flap, propeller hub adapter, and TIG-welded exhaust header.
After a solid month of family visits, playing with the 'wiggle worm', and her baptism, it's time to get back to work!
Above is a picture of the front end of the propulsion unit -- a modified Honda GX25 4-stroke engine. I designed the cooling shroud in one weekend in September 2018 using SolidWorks and had it 3D printed using SLS nylon. The cowl flap is capable of completely closing in order to maintain a high CHT at low power settings.
While CAD-ing the shroud assembly, my wife was watching the movie "Lorenzo's Oil" in the same room. As a result, I get a distinctly sad feeling every time I look at those parts. The act of designing and building new systems is an emotional journey. Sometimes the actual emotions involved end up being quite random!
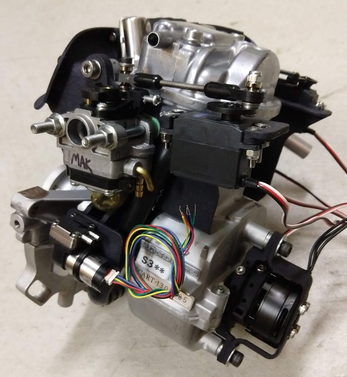
Above is a picture of the back end. Shown are the WYL carb, custom ignition timing ring, 120V AC alternator, throttle servo, and fuel pump. The fuel pump's sole purpose is to purge the header tank of air bubbles which may accumulate over time from vaporization and sloshing. If it fails, the built-in diaphragm pump in the carb will automatically bypass it.
Everything in the propulsion section is close to being finalized, but there remains some additional work on carb mods and doing endurance testing. Of course, all of the wiring will need to eventually be sleeved and secured to reduce the possibility of wire fatigue.
I have also been testing an alternate, high-power 2-stroke engine. However, given my time constraints, the integration work for this engine will likely be shelved soon in favor of the ready-to-go 4-stroke engine.
Everything in the propulsion section is close to being finalized, but there remains some additional work on carb mods and doing endurance testing. Of course, all of the wiring will need to eventually be sleeved and secured to reduce the possibility of wire fatigue.
I have also been testing an alternate, high-power 2-stroke engine. However, given my time constraints, the integration work for this engine will likely be shelved soon in favor of the ready-to-go 4-stroke engine.

This is the alternator winding assembly. To reduce the possibility of wire fatigue, all of them were potted using high temperature epoxy. Electronics and wiring do not like the "ol' shaky shaky"!

The fuel tank sealing process is shown above. The fuselage could be accurately described as being a 'flying 5-gallon jerry can'. It is made of only 3 carbon fiber parts -- not including the thin anti-slosh baffles. Unfortunately, I did not have time to make multiple pulls of the vacuum-infused parts (given my time and cost constraints) so I had to go with the first part to come out of each mold. There were porosity issues with two of them so it had to be sealed up with an aviation fuel tank sealing product.


 RSS Feed
RSS Feed
